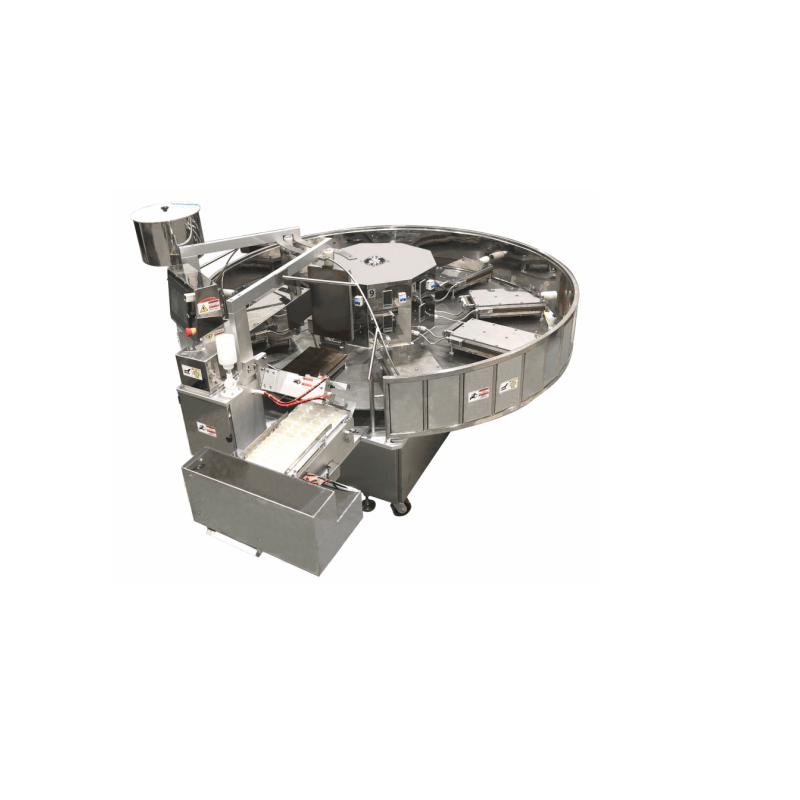
système de congélation à air forcé
Un congélateur à air forcé représente une solution de pointe dans la technologie moderne de conservation des aliments, en utilisant une circulation d'air froid à haute vitesse pour geler rapidement les produits. Ce système sophistiqué fonctionne en forçant de l'air glacé à travers les denrées alimentaires à des vitesses allant généralement de 3 à 8 mètres par seconde, créant un processus efficace de transfert de chaleur qui réduit considérablement le temps de congélation. Le système comprend des ventilateurs puissants, des évaporateurs et des canaux d'écoulement d'air précisément conçus qui travaillent ensemble pour maintenir une distribution uniforme de la température dans toute la chambre de congélation. Ce qui distingue les congélateurs à air forcé est leur polyvalence dans la gestion de différentes tailles et types de produits, des aliments individuels aux marchandises emballées, ce qui les rend inestimables dans les opérations commerciales de transformation alimentaire. La technologie utilise des mécanismes avancés de contrôle de la température pouvant maintenir des températures aussi basses que -40°C, garantissant des conditions optimales de congélation pour différents produits alimentaires. Ces congélateurs sont conçus avec des configurations modulaires, permettant une personnalisation en fonction des exigences spécifiques de production et des contraintes d'espace. Le panneau de commande sophistiqué du système permet aux opérateurs de surveiller et d'ajuster des paramètres cruciaux tels que la vitesse de l'air, la température et la durée de congélation, assurant une qualité constante pour tous les articles traités. Cette technologie trouve une application étendue dans la transformation de la viande, la manipulation des produits de la mer, la production de repas préparés et divers autres secteurs de transformation alimentaire où la congélation rapide est essentielle pour maintenir la qualité et la sécurité des produits.