- Pagina Principalis
- Despre Noi
-
Produse
- Solutio Cucinae Commercialis
- Casus Studiorum
- Instrumenta Coquendi
-
Praeparatio Ciborum
- Mixtura Ciborum
- Turbo Immersivus
- Mixtor Spiralis
- Frigidarius Aquae
- Laminae Massae
- Divisor Testae
- Machina Premens Testam
- Tector Pizze
- Modelor Testae
- Sectator Panis
- Machina Faciens Placentam
- Molitor Carnis
- Scissor Carnis
- Serra Ossium
- Machina Globorum Carnium
- Machina Impletoria Saugsagae
- Plicatrix
- Scissor Melonis Et Fructuum
- Dissector Cibarius
- Machina Lavandi Et Exuviarum
- Machina Lactis Sojae Et Casei Sojae
- Mola Farinaria Electrica
- Pressor Sacchari Caniculi
- Calidator Aquae
- Cupae Sigillatio Machina
- Sterilizator
- Vacuum Conpacka Machina
-
Instrumentum Coquendi
- Typus Pavi Coquendi
- Supellectilis Coquendi
- Frittorium
- Lagena
- Ignis Comburens
- Machina Kebab
- Barbucue
- Rotisseries
- Calefactor Alimentarius
- Plaustrum Roris Oryzae
- Bain Maria
- Monstratorium Calidum
- Grill Culicarum
- Tostator Panis
- Armarium Vaporis
- Coquus Inductio
- Teppanyaki
- Marinator
- Chips Scuttle
- Hamburger Machine
- Cottonae Candyae Machina
- Popcornae Machina
- Fish Pellet Grill
- Waffle Maker
- Dount Fryer
- Crepe Machine
- Warming Tray Et Lux
- Dount Machine
- Rice Cooker
- Fusor Cacao
- Olla Electrica Pro Vulpis
-
Instrumenta Refrigerationis
- Exhibitio Tortarum
- Vitrum Frigida Demonstratio Gelato
- Exhibitio Potionum
- Frigidarium Vinum
- Demonstratio Mercatus Magni
- Parvum Frigidarium
- Armarium Refrigerans
- Congelatores Et Frigorifica Porrecta Vitrum
- Congelatorium Velox
- Mensa Refrigerans
- Vitreus Sushi
- Congelatorium Fraudibus Libere
- Tabulae Holus
- Cubiculum Frigidum Ambulatorium
-
Instrumenta Tabernae
- Focus Caffei
- Fabricator Caffei
- Molarium Caffei
- Coffea Machina
- Machina Torrefactorii Caffei
- Machina Glaciei Cremoris
- Machina Glacialis
- Contrafractus Glacialis & Mixtura Glacia
- Dispensatorium Chocolatae Et Lactucinae
- Machina Ignis
- Fabrica Lactucinae
- Calidator Aquae
- Commiscuus Lacis Et Frigidae Concretio
- Ferrum Inox
-
Linea Productiva
- Linea Processus Citri
- GL-12 Machina Manus Ovorum
- GL-06 Machina Manus Ovorum
- Machina Formans Algarum
- Machina Automata Pro Volventes Phoenicis
- Machina Automata Ovorum
- Automat Gujiabei Omeletae Machina
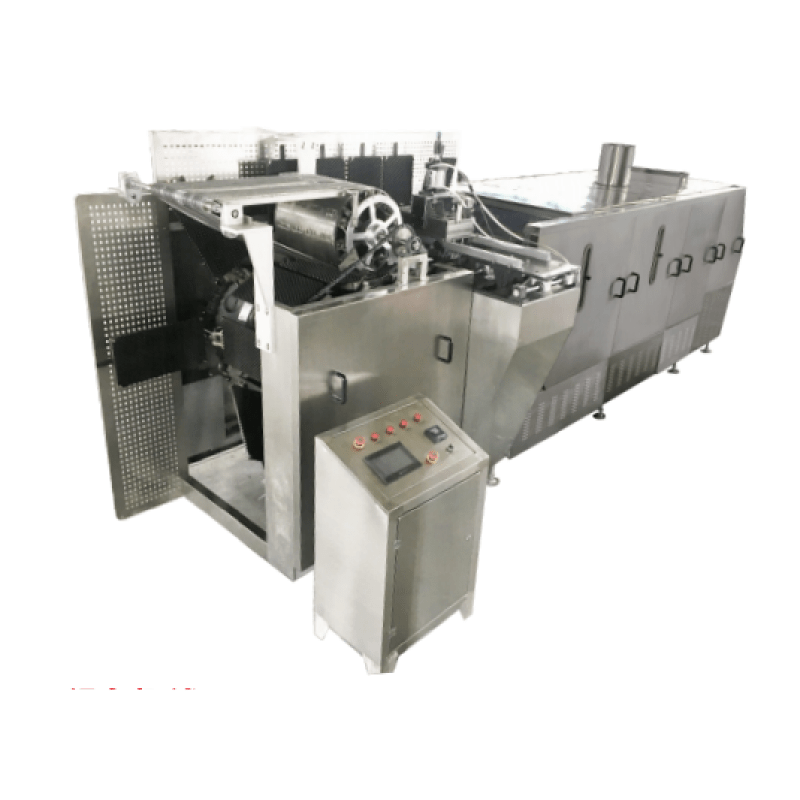
- Gas Automat Wafer Ovum Rollae Productio Linea
- Octo Modus Molle Waffle Productio Linea
- Europaeus Battercake Automat Productio Linea
- ShaQima Productio Linea
- Automat Parvulus Vaporis Panis Productio Linea
- Automat (9-forma) Ovum Rollae Productio Linea
- Bar Pincerna Custom Bar Series
- Hotel Buffet Herdium Desigh Custom Series
- Lavanderia
- Instrumentum
- Lavator Distorum
- servitium
- Știri
- Contacta Nos