-
-
Time
8:30AM-6:00PM
- Home
- About Us
-
Products
- Baking Equipment
-
Food Preparation
- Food Mixer
- Immersion Blender
- Spiral Mixer
- Water Cooler
- Dough Sheeter
- Dough Divider
- Pressing Dough Machine
- Pizza Sheeter
- Dough Muolder
- Bread Slicer
- Cake Making Machine
- Meat Grinder
- Meat Cutter
- Bone Saw
- Meat Ball Machine
- Saugsage Filling Machine
- Filling Machine
- Melon And Fruit Cutter
- Food Cutter
- Washing And Peeling Machine
- Soybean Milk And Bean Curd Mach
- Electric Cereal Mill
- Sugarcane Presser
- Water Boiler
- Cup Sealing Machine
- Sterilizer
- Vacuum Packing Machine
-
Cooking Equipment
- Floor Type Cooking Group
- Counter Top Cooking Group
- Fryer
- Griddle
- Gas Burner
- Kebab Machine
- Barbucue
- Rotisseries
- Food Warmer
- Rice Steaming Cart
- Bain Marie
- Warming Display
- Hot Dog Grill
- Bread Toster
- Steam Cabinet
- Induction Cooker
- Teppanyaki
- Marinator
- Chips Scuttle
- Hamburger Machine
- Cotton Candy Machine
- Popcorn Machine
- Fish Pellet Grill
- Waffle Maker
- Dount Fryer
- Crepe Machine
- Warming Tray And Light
- Dount Machine
- Rice Cooker
- Chocolate Melter
- Electric Soup Pot
- Refrigeration Equipment
- Bar Equipment
- Stainless Steel
-
Production Line
- Orange Processing Line
- GL-12 Handcrafted Egg Roll Machine
- GL-06 Handcrafted Egg Roll Machine
- Seaweed Roll Forming Machine
- Automatic Machine For Phoenix Rolls
- Automatic Egg Roll Machine
- Automatic Guijiabei Omelet Machine
- Gas Automatic Wafer Egg Roll Production Line
- Eight Mode Soft Waffle Production Line
- European Battercake Automatic Production Line
- ShaQima Production Line
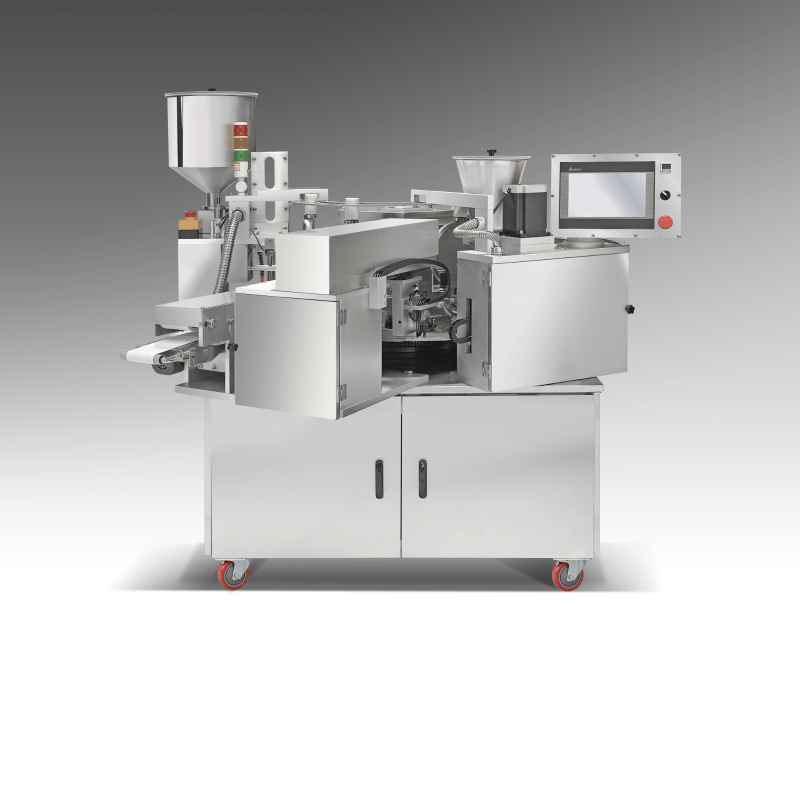
- Automatic Small Steamed Bread Production Line
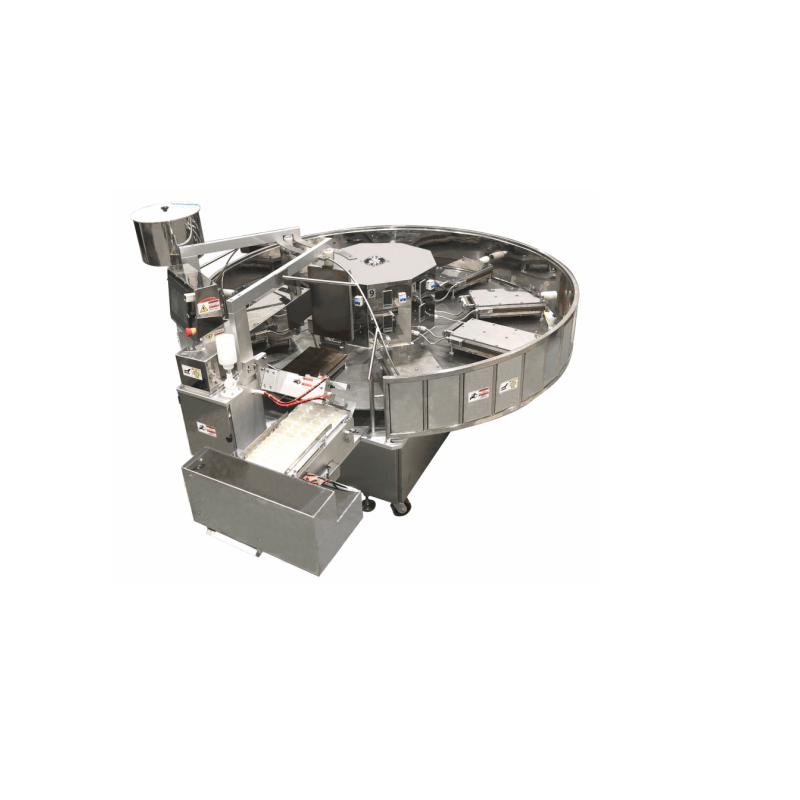
- Automatic (9-mold) Egg Roll Production Line
- Bar Bartender Custom Bar Series
- Hotel Buffet Stove Desigh Custom Series
- Laundry
- Utensil
- Dishwasher
- Service
- News
- Contact Us