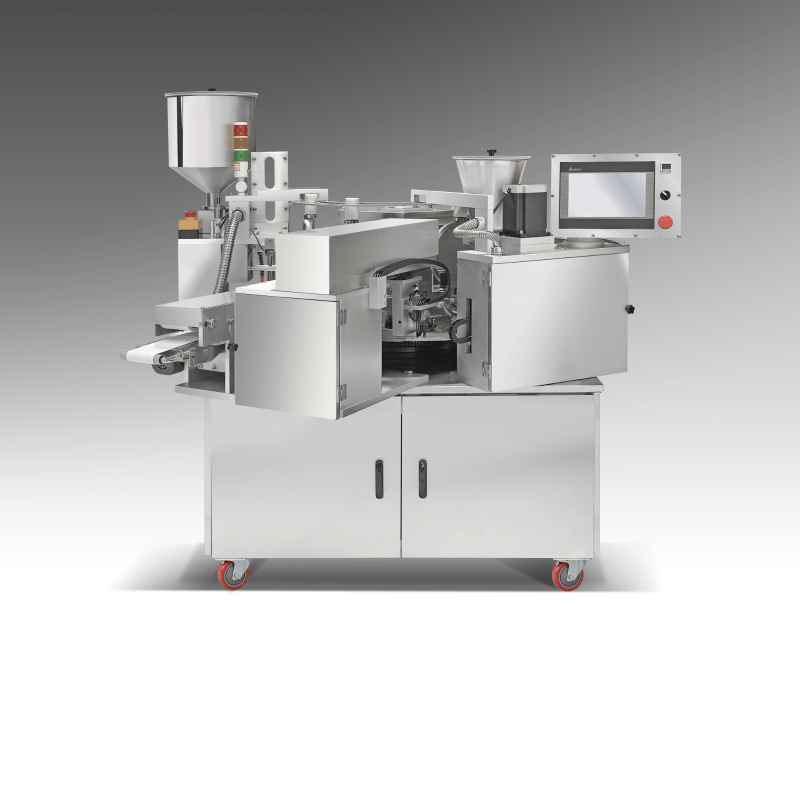
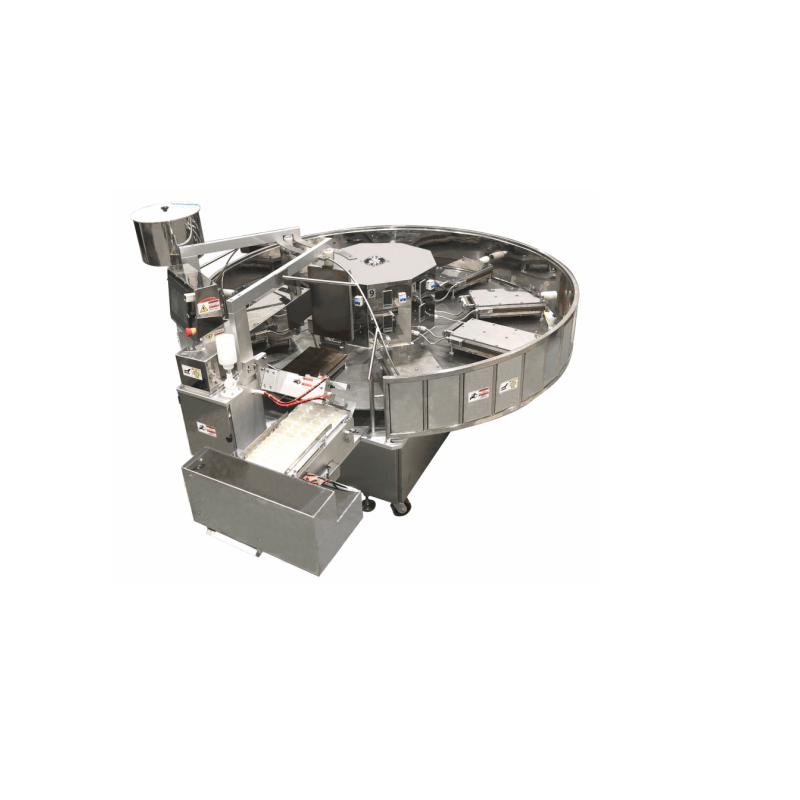
système de congélation à air pulsé continu
Un congélateur à souffle continu est une solution de pointe dans le domaine de la transformation industrielle des denrées alimentaires, conçue pour congeler rapidement les produits par une circulation d'air froid à grande vitesse. Ce système sophistiqué fonctionne en continu, permettant aux produits de se déplacer à travers la chambre de congélation sur des convoyeurs tout en étant exposés à des températures d'air contrôlées avec précision, généralement allant de -30 ° F à -40 ° F. La technologie utilise de puissants ventilateurs La conception du système comprend plusieurs zones, y compris des sections de pré-refroidissement, de congélation profonde et d'équilibrage, chacune optimisée pour des étapes spécifiques du processus de congélation. Les congélateurs à souffle continu modernes disposent de commandes avancées pour la régulation de la température, la gestion du flux d'air et le réglage de la vitesse de la courroie, permettant aux processeurs de personnaliser les paramètres en fonction des exigences du produit. Ces systèmes sont excellents pour la manipulation de divers aliments, de la viande et de la volaille aux repas préparés et aux produits de boulangerie, ce qui en fait des outils polyvalents dans les usines de transformation alimentaire. La conception efficace du congélateur réduit la formation de gel et la consommation d'énergie tout en maintenant la qualité du produit grâce à une congélation rapide qui empêche la formation de gros cristaux de glace.